|

The inside surfaces of the pegbox are roughly smoothed out on the spindle sander.

The end roller of the edge sander is used to roughly scoop out the radius around the perimeter of the head.

A group of templates made of metal, wood, and cardboard are used to draw guidelines on various surfaces of the headstock. When hand carving and shaping, it's important to have lines and shapes to work towards.

An angle grinder with a 60 grit disk is used to hog off the bulk of the excess wood around the sides of the concave side cheeks.

The die grinder is used to roughly shape the concave shape.
|
|
|

The back surface of the headstock is roughly shaped and smoothed using the end roller of my edge sander.
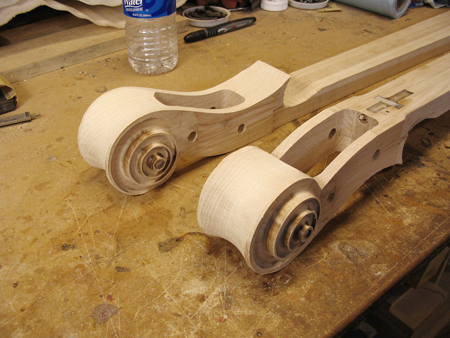
Here are the headstocks after rough shaping with the spindle sanders.

First, the bandsaw is used to slice away excess wood around the inside of the hook on the back of the headstock.

Shaping the concave side cheeks. First a straight round file is used to define the angled edge on the side face.

A sharp gouge is used to work the shape of the concave cheeks.
|
Next Page..
|