
AEB-2 Necks Under Construction:
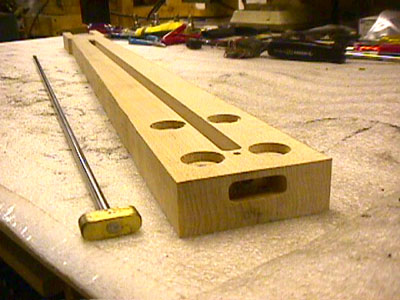
Here's a sequence of partially completed necks showing the rough stages of the shaping of the
headstock. At the left is the basic neck blank and the large maple block that becomes the
headstock.
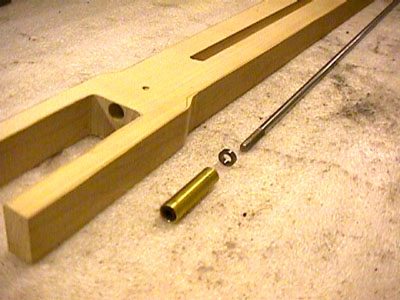
The truss rod, truss rod nut, and thrust washer beside a partially machined neck blank.

The headstock is completely shaped and sanded before work begins on the rest of the neck. In
the background are the shaping tools: an electric die grinder, gouges and files.

This view shows the 7 1/4" radius of the fingerboard, the rounded edges of the fingerboard, and
the rounded ends of the frets. This is a very smooth, fast neck!

A close-up of the fretted AEB-2 showing the brass nut and the zero fret.

The fretless AUB-2 also uses a brass nut, but with an ebony "zero block" as the fulcrum point for
the strings.

A row of AEB-2/AUB-2 necks with the major machining operations completed.
|
|
The neck on the AEB-2 and AUB-2 is significantly thinner than most other basses, and it can be
startling the first time you feel it. It's very fast and comfortable with an arched fingerboard
and very smooth, rounded edges. It doesn't feel anything like the round, thick neck of a vintage
Ampeg AEB-1 or a Fender. The neck is also nearly the same thickness from the 1st fret to the 12th
fret, which is unusual.
The back of the neck is shaped as a 5-facet "multi-V" with steeply angled sides, but because
it's so thin, it doesn't have the prominent ridge of a typical "V" style neck. I spend about
an hour shaping the back of every neck by hand using spokeshaves, razor files, and sanding
blocks. Special measuring gauges help me keep consistency between instruments, but the final
test is how it feels to my hand.
The neck is eastern maple, and most of the headstock is machined from a single 3" thick by 8"
long block. The neck's internal construction is unusual, which is why I can make it so thin.
The truss rod is polished hardened steel drill rod, which is completely encapsulated in a bed
of epoxy and raw carbon fiber strands. There are no air gaps anywhere inside the neck, and all
the parts are in full surface contact with each other. The truss rod/epoxy bed is located
barely 0.070" from the back surface of the neck. This construction makes the neck stiff and
stable, without losing the feel and acoustic properties of the maple. This neck isn't filled up
with carbon fiber reinforcing bars as is common in necks today. In cross-section, the AEB-2's
neck is more than 90% wood.
The truss rod can be left completely loose (it won't rattle), and it may be tightened or
loosened with the instrument fully up to tune, unlike many other instruments. The body of
the truss rod nut is brass, so it won't seize up on the threads of the truss rod, and the
head of the nut is hardened steel, so it won't strip out. I've tried to make this truss rod
system indestructible, but if it were ever to be damaged, the entire truss rod can actually
be removed by tapping it all the way out the heel end of the neck.
The neck is pulled up to actual string tension in a special fixture and held there under
load while the fingerboard is radiused and surfaced. After installing the frets, the neck
goes back in the fixture to level the tops of the frets while the neck is again held under
actual loaded conditions. I've spent a lot of time developing this process, and it allows
me to design the neck to flex under load in a particular contour.
The AEB-2's headstock is much more dramatic and handsome up close than the original AEB-1.
While the AEB-1 used molded plastic inserts for the scrolls, the AEB-2 is completely
carved from maple, with deeper relief and blended transitions. In the early stages of
this project, I literally spent months carving test pieces to develop the shape. The
AEB-2's headstock looks great from all angles, either painted in the classic sunburst
scheme, or left natural and finished in clear Tru-Oil.
I spend about 4 hours carving every headstock. Main portions are cut in 9 operations
with routers in special fixtures and a milling machine. All of the complex blended areas
are shaped by hand with an electric die grinder, gouges and files. At least an hour is
spent hand sanding it. Even if I move into higher production rates, all AEB-2 necks and
headstocks will still be hand shaped, by me.
The fingerboard is Gaboon Ebony, and it is glued to the neck with a special epoxy. The
fingerboard is cut to a 7 1/4" radius, which has more curvature than most basses. The edges are
rounded off and polished to a mirror-smooth finish. The ebony is treated lightly with a
black stain and a coat of Stewart-MacDonald's Fingerboard Oil.
The frets on the AEB-2 are #146 "low jumbo" (0.034" high) fretwire, rather than the
common #150 "rock jumbo" (0.055" high) wire used on most basses. The ends are heavily
rounded and polished to be very smooth along the edge of the fingerboard. The frets
are lightly pressed in with a thin bead of liquid hide glue in the slots to lock them in.
They can be easily pulled with a little heat from a soldering gun, whenever refretting
is needed.
The AEB-2 uses a zero fret, like the vintage AEB-1. Beyond the end of the fingerboard,
the strings bend over a polished brass block with fitted, radiused slots. This "nut block"
is bolted solidly into the neck's internal structure, and is an important part in producing
the AEB-2's sustain and high-end clarity.
On the fretless AUB-2, I use a small block of ebony at the end of the fingerboard instead
of a zero fret, so that open notes will have the same tone as fingered notes. Because the
block will wear over time, it is easily replaceable. It's held on by two small dots of
superglue on the bottom, and can be knocked free with a light tap.
The Neck/Body Joint:
The stiffness of the neck/body joint is critical to the sound of a bass, so I designed it
to be overly strong and consistent in the way it goes together. The four bolts that attach
the neck to the body are machinery-style socket head cap screws, and they thread into steel
T-nuts embedded into the neck. The black neck plate is actually a solid brass plate with a
thin layer of ebony epoxied onto it. Under the neck plate are two 1/8" steel dowel pins that
make sure the neck can't shift on the body.
More Images Of Necks Under Construction...
|
|